Сборка осуществляется под строгим контролем технологов по нормам ГОСТ и ТУ.
В условиях производства в химической лаборатории осуществляется входной контроль качества исходного сырья на соответствие техническим паспортам
и сертификатам. Контроль готового изделия происходит в лабораторных условиях путем определения содержания связующего в стеклопластике,
степени отверждения, жесткости. Внешний контроль определяет отсутствие непропитанных волокон, пузырей, трещин, расслоений.
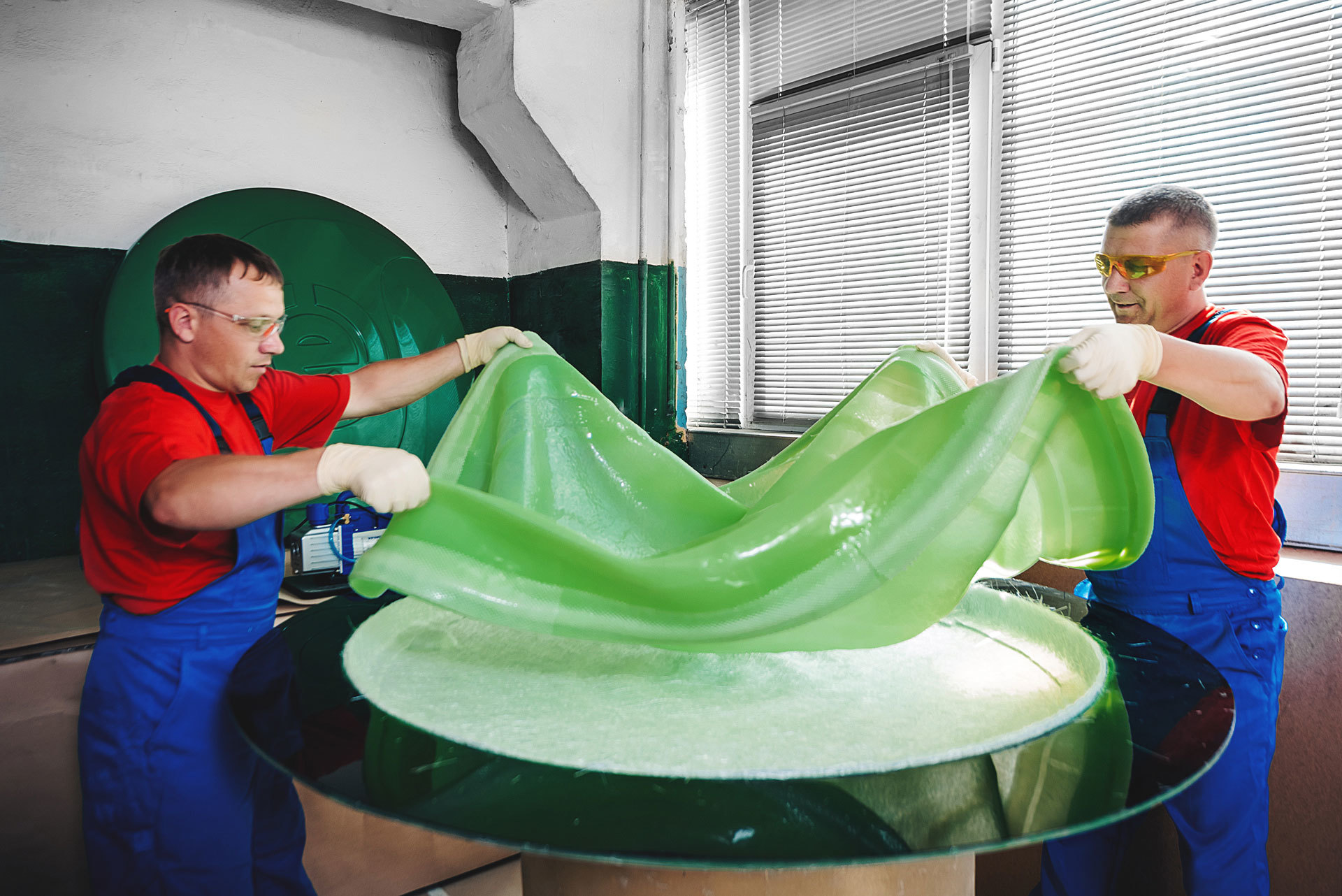
Высокое качество исходного сырья и нужные добавки позволяют добиться необходимых свойств готового стеклопластика.
Коррозионностойкие армированные стеклопластики наряду с нержавеющими сталями занимают ведущее место
среди конструкционных материалов. Высокие удельные показатели прочности, жесткости,
малый удельный вес стеклопластика в сочетании с химической стойкостью позволяют изготавливать оборудование различного назначения.
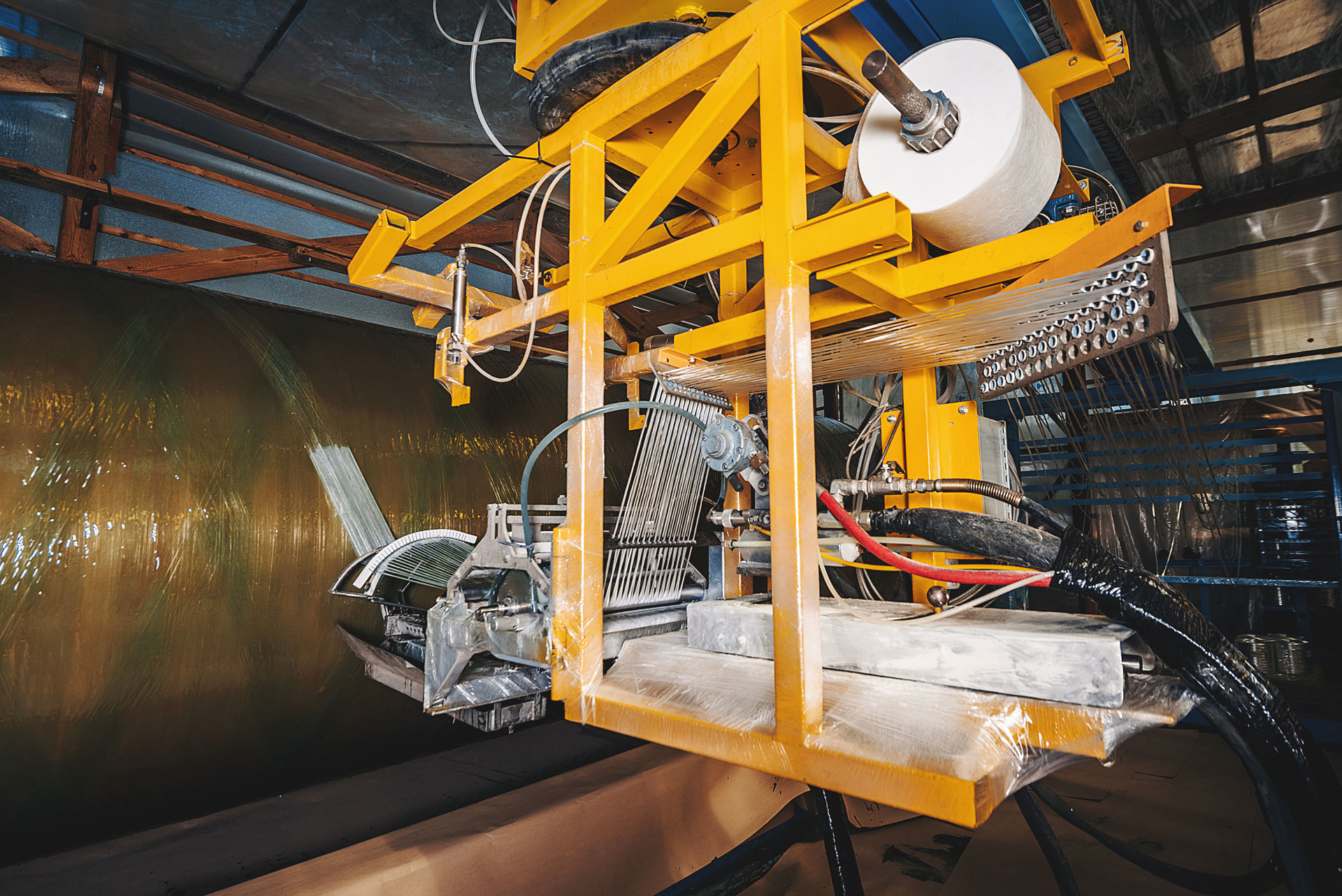
Применение стеклопластикового очистного и емкостного оборудования взамен металлического увеличивает срок их службы,
снижает массу, исключает применение антикоррозионных защитных покрытий и применение сварочных работ.